Lorsque l'une des plus grandes manufactures horlogères au monde annonça la finalisation de ses nouvelles installations à Plan-les-Ouates, le monde de l'horlogerie retint son souffle. Cette avancée majeure suscita une immense curiosité et ouvrit un horizon d'anticipations sans précédent. Une réalisation exceptionnelle avec de nouvelles perpectives pour l'avenir de Patek Philippe, notamment en termes de production horlogère.

L'inauguration de la nouvelle Manufacture de Patek Philippe en 2020
En 2020, Patek Philippe a célébré l'achèvement de son nouveau bâtiment de production à Genève, marquant ainsi une étape importante pour l'entreprise. Les travaux de construction avaient débuté en juillet 2015, et ce nouvel édifice, au design contemporain, a été conçu pour regrouper tous les ateliers genevois de la manufacture au même endroit. Il offre une grande place aux métiers artisanaux de haut niveau et à la formation.

Ce bâtiment, imposant avec ses 10 niveaux et une longueur d'environ 200 mètres, s'ajoute à celui construit en 1996. Il a également été pensé pour anticiper la croissance prévue de la manufacture au cours des 20 à 30 prochaines années. Ainsi, Patek Philippe réaffirme son attachement à Genève et sa confiance dans l'avenir de l'horlogerie fine, mêlant tradition et innovation.

L'emménagement dans ce nouveau bâtiment, qui a permis de rassembler toutes les unités de production sous un même toit, marque le début d'une nouvelle ère pour l'entreprise.
L'intérieur de PP6 : La fusion de l'innovation et de la qualité
Lorsque Patek Philippe ouvrit les portes de sa nouvelle manufacture PP6 à la presse il y a quelques mois, ce fut une occasion rare d'explorer le fonctionnement interne de ce centre de production intégrée verticalement, une rareté dans le monde de l'horlogerie de luxe. Au sein de ces murs se reflète la quintessence des atouts distincts mais harmonieusement équilibrés de Patek Philippe : une quête incessante de l'innovation et une intransigeance inébranlable envers la qualité, à tous les niveaux de prix.
L'optimisation des processus de production
L'aboutissement de cette entreprise monumentale découle d'une gestion astucieuse et d'une optimisation exemplaire de la synergie entre des machines de pointe et l'expertise humaine. Selon la marque elle-même, l'objectif premier de la nouvelle usine PP6 n'est pas simplement d'accroître la production, mais plutôt d'optimiser l'ensemble des processus de fabrication sous un même toit. Le but ultime est d'améliorer la capacité de production des montres artisanales rares et complexes qui font la renommée de Patek Philippe.
L'évolution de la production : priviligier la qualité que la quantité
L'année précédente, Patek Philippe a produit un total d'environ 66 000 montres, ce qui représente une augmentation de près de 6 % par rapport à la production annuelle précédente. Cependant, il est important de noter que l'objectif n'est pas seulement de produire davantage, mais de produire mieux.
L'héritage industriel de Patek Philippe
Depuis 1996, Patek Philippe a élu domicile dans un parc industriel situé aux abords de Plan-les-Ouates. La marque fut la première à entreprendre la consolidation de ses ateliers dispersés à travers Genève en un seul site. Cette recherche incessante de connaissance et d'expertise interne a donné naissance à d'importants projets d'expansion depuis l'implantation initiale à Plan-les-Ouates, marquant ainsi le chemin pour d'autres grandes maisons horlogères telles que Rolex et Vacheron Constantin.
Patek Philippe : Un réseau de manufactures horlogères
Patek Philippe maintient une présence significative à La Chaux-de-Fonds, berceau de l'horlogerie, où trois ateliers ont été regroupés en 2008. Ces installations comprennent la fabrication et le polissage de boîtiers, la production de certains composants de bracelet (Calame), ainsi que le sertissage de pierres précieuses (SHG).
L'empire horloger de Patek Philippe s'étend également à d'autres régions, avec un atelier de fabrication de cadrans (Cadran Flückiger) à Saint-Imier, un atelier de boîtiers de mouvements (Allaine) à Alle, un atelier de finition (Betakron) dans le Jura, et un centre de production rassemblant la haute horlogerie et la réparation (Patek Philippe La Vallée SA) au Brassus.
PP6 : Le nouveau joyau de Patek Philippe
Le PP6, inauguré en 2020, trône à proximité du siège de Patek Philippe, résultat de cinq années de construction suivies de mois d'équipement minutieux. Ce nom, "PP6", provient de son statut en tant que sixième aile des locaux de la manufacture.
 Le hall de PP6
Le hall de PP6
Un hub de production
À l'origine, le siège de Patek Philippe était composé de quatre ailes, mais en 2009, la cinquième aile, PP5, a été construite pour abriter la production de pièces de mouvement. Cependant, PP6 a depuis repris ces fonctions, l'entreprise ayant utilisé au maximum l'espace disponible à Plan-les-Ouates. Ainsi, ce qui se faisait autrefois au PP5 est désormais centralisé au PP6. Actuellement, environ 2 000 employés œuvrent au sein de la manufacture Patek Philippe à Plan-les-Ouates.
Un projet d'envergure architecturale
Le concept architectural du PP6 a été conçu par Frisk de Marignac Pidoux, tandis que l'agencement intérieur a été supervisé par Frei & Stefani. Les dimensions du PP6 sont impressionnantes : il s'étend sur 189 mètres de long, atteignant 34 mètres de hauteur au-dessus du sol, avec une superficie totale de 133 650 m². Le projet a nécessité un investissement de 600 millions de francs, dont 500 millions dédiés à la construction, le reste étant alloué à l'aménagement intérieur, aux machines et à l'équipement.
Un complexe vertical
Le bâtiment se compose de 10 étages, dont quatre sont souterrains, comprenant deux niveaux pour la production et deux niveaux pour le parking. Les quatre étages supérieurs sont réservés à la production, avec un étage dédié à la formation et un restaurant spacieux au sommet.
La mécanique de la production
Chaque étage a ses fonctions spécifiques.
 Les différentes étapes de fabrication de la platine
Les différentes étapes de fabrication de la platine
Le rez-de-chaussée est dédié à la fabrication et à la finition des platines et des ponts. Les roues et les pignons sont fabriqués et finis au premier étage.
Le deuxième étage abrite la production, le polissage manuel et l'assemblage des boîtiers, bracelets et autres composants externes, avec le département de fabrication de boîtiers et de bracelets qui a été transféré de Perly à cet emplacement.
Le troisième étage est consacré à la recherche et à la conception, y compris le département Patek Philippe Advanced Research. Le quatrième étage est réservé à l'artisanat d'exception, où des artisans qualifiés réalisent des travaux manuels tels que la gravure, l'émaillage et le guillochage.
Technologie et précision
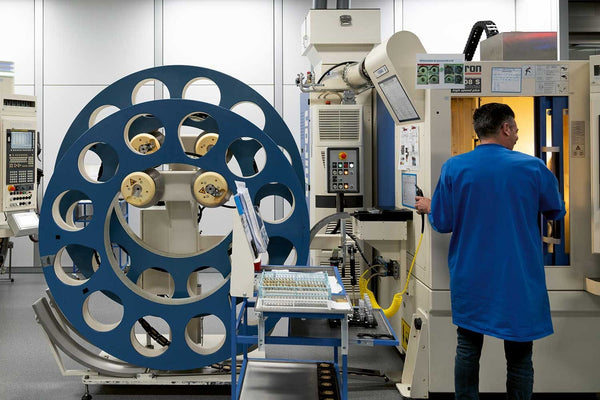 Patek Philippe : Une machine CNC avec une grande roue d'alimentation est utilisée pour traiter des plaques carrées en laiton, formant une plaque principale ou un pont.
Patek Philippe : Une machine CNC avec une grande roue d'alimentation est utilisée pour traiter des plaques carrées en laiton, formant une plaque principale ou un pont.
Le PP6 abrite un parc de plus de 400 machines de production de pointe, spécialement conçues pour la fabrication en petites séries. Les machines CNC (Computer Numerical Control) jouent un rôle central, permettant un usinage précis et répétable grâce à des instructions numériques. Ces machines assurent une efficacité inégalée dans la fabrication horlogère de haute précision.
Usinage CNC et méticulosité artisanale : Le secret de Patek Philippe
L'usinage CNC est un sujet que de nombreux passionnés d'horlogerie préfèrent éviter, mais il demeure essentiel pour produire en continu de vastes séries de pièces horlogères complexes et précises.
Même si l'intérêt pour les artisans horlogers indépendants gagne du terrain, avec certains qui continuent de créer des montres entièrement à la main, leur production limitée à moins de trois montres par an, la capacité d'accroître la production tout en préservant un niveau de raffinement exceptionnel représente un défi singulier.
C'est là que réside l'art et la raison pour lesquels Patek Philippe suscite l'envie au sein de l'industrie horlogère.
Le parcours de production en un coup d'oeil
À l'entrée de chaque étage de production, des diagrammes schématiques détaillent les multiples processus impliqués à chaque étape de la fabrication.
Au premier étage de production, où sont fabriquées les plaques principales et les ponts, des tours CNC sont utilisés pour usiner des plaques en laiton.
 Patek Philippe: Une assiette carrée fraichement usinée
Patek Philippe: Une assiette carrée fraichement usinée
Le dessous de chaque plaque est fraisée et percée à l'aide d'une fraiseuse CNC munie d'une grande roue d'alimentation, créant un disque en laiton comportant des trous et des évidements pour accueillir diverses pièces.

Patek Philippe : Application d'un grainage circulaire à un pont
Ensuite, le dessous de la plaque est usiné autour des évidements avant de vérifier l'épaisseur. Ce n'est qu'alors que la face supérieure de la plaque sera usinée.
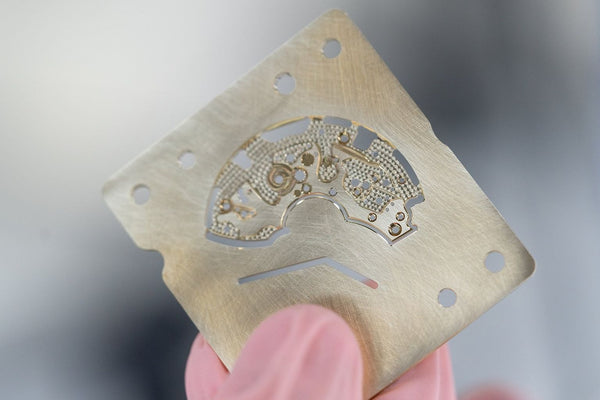
 Patek Philippe : La plaque principale après avoir été retirée de la plaque carrée
Patek Philippe : La plaque principale après avoir été retirée de la plaque carrée
Son contour est alors fraisée et arrondi pour former une platine ou un pont.
La marque Patek Philippe est ensuite mécaniquement gravée sur le pont, puis lavée pour éliminer tout résidu d'huile ou autre contaminant potentiel.
Le pont est ensuite doré, et un vernis rouge est appliqué dans les creux des chiffres et logos dorés pour garantir leur éclat même après rhodiage.
Perfectionnisme artisanal
Les minuscules bavures ou résidus de matériau laissés sur les ponts lors de l'usinage sont soigneusement éliminés à l'aide d'un grattoir à tête étroite en forme de lance, suivi d'un contrôle qualité manuel minutieux. Une fois ces étapes achevées, les pièces sont prêtes à recevoir une finition manuelle.
Patek Philippe PP6 : Perlage exécuté sur les retraits d'un pont
Les platines et les ponts sont d'abord ornés de perlage circulaire, qui crée un motif de petits cercles se chevauchant sur la surface à l'aide d'un outil abrasif rotatif.
L'artisan exécute cette tâche avec une précision délicate, créant un éclat remarquable tout en améliorant la résistance à la corrosion. Les plans pour chaque station précisent la taille du perlage circulaire à réaliser, fournis par un département clé appelé "la méthode", chargé de traduire les plans de conception en schémas de production.
Ensuite, les bords des ponts sont biseautés à l'aide d'un outil rotatif portatif, suivi d'un grainage droit sur les côtés équarris du pont à l'aide d'un outil similaire à un crayon abrasif.
L'artisan passe délicatement sur la surface, créant des lignes parallèles qui confèrent au métal une texture veloutée et mate.
 Patek Philippe : Chanfreinage à laide d'un outil rotatif portatif
Patek Philippe : Chanfreinage à laide d'un outil rotatif portatif
La signature Patek Philippe : Les côtes de Genève
Les ponts sont ensuite parés de rayures genevoises, également connues sous le nom de Côtes de Genève. Ce motif décoratif est constitué de fines rayures parallèles, créant une illusion visuelle distinctive de vagues.
Un tour équipé d'une tête d'outil abrasif rotative inclinée est utilisé par un spécialiste qui guide habilement l'outil le long de la plaque principale ou de la longueur du pont dans un mouvement continu et fluide. Il est essentiel de maintenir une vitesse et un angle constants pendant ce processus pour garantir une finition uniforme et régulière.
Enfin, pour protéger les ponts et les platines de l'oxydation et conférer leur teinte distinctive blanche, une fine couche de rhodium est appliquée.
Ces composants sont ensuite assemblés, avec les goupilles et les goujons installés. Les départements de finition et d'assemblage sont réputés pour leur formation intensive, axée sur une opération spécifique pendant plusieurs mois, voire des années.
Cette approche met en lumière l'importance de qualités telles que la stabilité et la persévérance pour maintenir un niveau de qualité constant, d'autant plus que des évaluations finales rigoureuses, incluant des inspections.
La quête de la perfection : Les étapes cachées de la production de pignons, roues et boîtiers
Découvrez les secrets bien gardés de la quête inlassable de la perfection dans la création des composants horlogers les plus fondamentaux. Plongez au cœur de la production des pignons, des roues et des boîtiers, où chaque étape dissimule son lot de précision et d'artisanat, incarnant ainsi l'essence de l'horlogerie haut de gamme.
L'art de fabriquer les pignons et les roues
Tous les aspects de la production horlogère, y compris la fabrication des roues, des pignons et des arbres, sont des étapes fascinantes qui exigent de la minutie et visent l'excellence. Bien que la plupart des marques produisant leurs propres mouvements, fabriquent ces composants en interne, le processus de création de ces pièces qui, bien que paraissant ordinaire, est en réalité d'une complexité remarquable.
L'attention a été portée sur la finition esthétique des composants du mouvement, mais la finition fonctionnelle de ces pièces est souvent négligée. Les pignons les plus petits et les pivots doivent être coupés et finis avec une précision extrême pour assurer une transmission maximale de l'énergie.
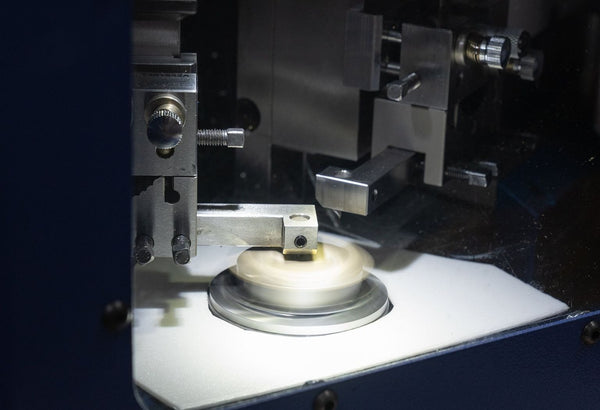
 Patek Philippe :Tours de profilés
Patek Philippe :Tours de profilés
Les pignons et les pivots sont créés à l'aide d'un tour de profilés automatisé. Cette machine utilise de longues barres de laiton ou d'acier stockées dans une trémie. Une barre est saisie par une pince, et une combinaison d'outils de coupe sur le côté et d'un outil de fraisage à l'avant sculpte précisément le matériau pour obtenir la forme souhaitée.

Patek Philippe : À gauche et à droite de la pince se trouvent des outils de coupe, avec une fraise au premier plan
Ce qui est le plus frappant, c'est le nombre impressionnant d'étapes nécessaires pour achever ces pièces. Par exemple un arbre de pignon : il doit être poli au niveau de ses dents avec une meule de polissage, brunissage au niveau de ses pivots, chanfreinage sur les bords de son arbre et polissage de la face des lames ainsi que des extrémités des pivots.
 Patek Philippe : Polissage des dents d'un pignon
Patek Philippe : Polissage des dents d'un pignon
En raison de leur échelle nanométrique, ces composants doivent être assemblés avec des ébauches de roues en laiton, travaillées et insérées dans une machine à polir les pivots, puis démontées à la fin du processus. Ensuite, elles sont chargées dans une polisseuse à pivot et polies.
 Patek Philippe : Polissage de la face des feuilles
Patek Philippe : Polissage de la face des feuilles
Les roues à rayons, quant à elles, commencent leur vie sous forme de bandes de laiton estampées en série à l'aide d'une presse et ensuite détachées. Ensuite, un trou central est percé individuellement, et la difficulté varie considérablement en fonction de la taille de la roue.
 Patek Philippe : Ils sont ensuite chargés dans une polisseuse à pivot et polis
Patek Philippe : Ils sont ensuite chargés dans une polisseuse à pivot et polis
Les rayons des roues sont ensuite chanfreinés et inclinés à l'aide d'une presse. Ensuite, les rayons sont finis avec un perlage circulaire avant de voir leurs moyeux coulés.

Patek Philippe : Les pignons sont temporairement assemblés avec des ébauches de roue en laiton et brunis au niveau des pivots
Les ébauches de roues sont ensuite regroupées sur un arbre pour subir l'usinage des dents.
 Patek Philippe : Chamfering.Une roue à rayons en cours de chanfreinage où un outil de presse est utilisé pour ajouter des angles internes aux ébauches.
Patek Philippe : Chamfering.Une roue à rayons en cours de chanfreinage où un outil de presse est utilisé pour ajouter des angles internes aux ébauches.
La majorité des roues et pignons des grandes complications sont également fabriquées à cet étage. Il existe jusqu'à 400 profils de dents différents et un total de 17 roues spéciales, y compris des roues en étoile, des écrous de roue et la roue distinctive "pieuvre" à rayons serpentins.
 Patek Philippe : Couler la roue
Patek Philippe : Couler la roue
La confection de boîtiers et de bracelets
Le département de fabrication de boîtiers et de bracelets, autrefois situé à Perly, ainsi que le département de sertissage, ont trouvé leur place au deuxième étage du PP6. Plusieurs étapes de fabrication sont en effet, nécessaires pour la création d'un bracelet. Comme exemple, le bracelet "Nautilus".
La création des bracelets commence avec de longues barres métalliques, qui sont préformées en usine avec un évidement longitudinal central. Cela réduit le temps nécessaire pour usiner les maillons en forme de "H". Ces barres sont chargées dans un centre d'usinage alimenté par barres, où elles sont usinées pour former des maillons individuels.
 Patek Philippe : Après avoir subi le premier tour de finition, le bracelet est assemblé
Patek Philippe : Après avoir subi le premier tour de finition, le bracelet est assemblé
Ces maillons passent ensuite par plusieurs étapes de mesure et d'inspection de qualité, notamment un contrôle manuel, un contrôle basé sur une jauge, une mesure vidéo et un contrôle tridimensionnel, pour garantir une précision géométrique.
Après le premier passage d'usinage, le bracelet est assemblé. La finition des bracelets est peut-être l'aspect le plus emblématique de Patek Philippe.
Après l'usinage, pas moins de 55 étapes sont nécessaires pour achever la finition d'un boîtier et d'un bracelet Nautilus. Les maillons extérieurs en forme de "H" et les maillons centraux sont préparés individuellement, chacun subissant un rodage sur la face inférieure, suivi d'un satinage ou d'un polissage miroir sur le dessus. Le bracelet est ensuite assemblé en assemblant les maillons et en installant les épingles.
 Ils sont ensuite repoussés pour créer une finition entièrement satinée
Ils sont ensuite repoussés pour créer une finition entièrement satinée
Le dessous et la surface supérieure sont ensuite polis pour obtenir une finition satinée, suivie du chanfreinage des bords. Ensuite, les maillons en forme de "H" sont protégés par un ruban de masquage, exposant uniquement les maillons centraux qui subissent un nouveau polissage.
Le fermoir est ensuite assemblé avec une tension ajustée et monté sur le bracelet avec un couvercle riveté. Pour éviter tout incident à ce stade, un film protecteur est utilisé pour couvrir les surfaces du bracelet.
 Patek Philippe : Les maillons en forme de H sont protégés par un ruban de masquage, exposant uniquement les maillons centraux qui doivent subir à nouveau un polissage et un polissage.
Patek Philippe : Les maillons en forme de H sont protégés par un ruban de masquage, exposant uniquement les maillons centraux qui doivent subir à nouveau un polissage et un polissage.
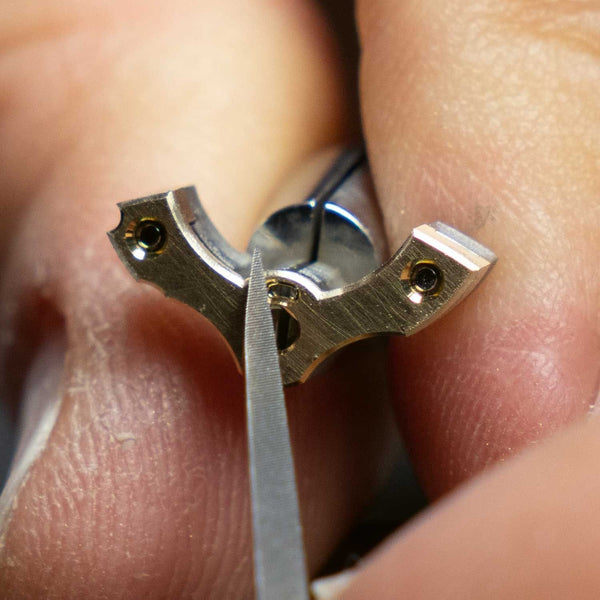
Quant à la fabrication des boîtiers, elle commence par l'estampage de la forme du boîtier à partir d'une bande de métal à l'aide d'une presse. Ensuite, un poinçon est utilisé pour forcer la pièce dans les cavités ou les empreintes du bloc matrice. Ce processus de pressage répété permet d'affiner progressivement les dimensions du boîtier jusqu'à obtenir la forme finale.
 Patek Philippe : Chanfreiner les bords
Patek Philippe : Chanfreiner les bords
Après la forge, le boîtier est soumis à un traitement thermique pour homogénéiser la composition et la structure du métal, garantissant des propriétés mécaniques constantes pour maintenir l'intégrité et la qualité du boîtier. Ensuite, le boîtier subit un usinage supplémentaire dans un tour CNC avant d'être prêt pour les traitements de surface, tels que le polissage au diamant.
Exploration des techniques de décoration horlogère
 Patek Philippe : Les différentes étapes d'usinage, de tournage et de finition
Patek Philippe : Les différentes étapes d'usinage, de tournage et de finition
Patek Philippe nous plonge dans l'art minutieux de la décoration horlogère. Parmi les techniques fascinantes, celle du motif clous de Paris sur la carrure de montres emblématiques comme la Calatrava Réf. 5531 et le Grandmaster Chime Réf. 6300 a particulièrement retenu notre attention.
Les guillocheurs utilisent un tour à peigne et à rabot à commande manuelle pour graver ces motifs avec une précision inégalée, jonglant habilement avec la pression et le mouvement pour obtenir des résultats parfaits.

Patek Philippe : Application du motif Clous de Paris à l'aide d'un tour à peigne et à rabot
Le sertissage invisible : Un art de la haute joaillerie
Dans l'ombre, un département spécialisé se consacre au sertissage, un art réservé aux pièces uniques de haute joaillerie. Imaginez un cadran d'Aquanaut transformé avec des diamants taille baguette et des émeraudes grâce à la technique du sertissage invisible.
Cette méthode crée une harmonie parfaite entre les pierres précieuses et le métal en cachant discrètement la structure qui les maintient en place. Le résultat est un design envoûtant où les gemmes semblent fondre dans le métal précieux qui les entoure.
 Patek Philippe : L'environnement faiblement éclairé d'un sertisseur améliore sa capacité à évaluer et à sertir les pierres précieuses avec précision.
Patek Philippe : L'environnement faiblement éclairé d'un sertisseur améliore sa capacité à évaluer et à sertir les pierres précieuses avec précision.
L'art du sertissage : Précision et perfection
La magie opère grâce à des montures métalliques spécialement conçues pour maintenir les pierres. Les sertisseurs qualifiés utilisent des barres métalliques avec des encoches pour maintenir fermement les pierres précieuses.
Chaque détail compte, des minuscules rainures sur les côtés des pierres taille baguette aux encoches de la structure métallique, assurant un ajustement précis. Avec patience et une main ferme, les sertisseurs fixent les pierres avec une précision millimétrique, créant l'illusion que les gemmes flottent sans attaches visibles.
 Patek Philippe : Sertissage du cadran d'une Aquanaut de diamants taille baquette et d'émeraudes selon la technique du serti invisible
Patek Philippe : Sertissage du cadran d'une Aquanaut de diamants taille baquette et d'émeraudes selon la technique du serti invisible
Les grandes complications : Un tourbillon de précision
Au sein de PP6, se niche l'atelier de production des grandes complications, le summum de la complexité horlogère. Les machines CNC sont utilisées pour de petites séries de production, comme pour le Grandmaster Chime, où la plaque principale commence comme une masse métallique épaisse et nécessite des heures de fraisage et de perçage minutieux.
 Patek Philippe : Biseauter le pont d'équilibre du Grandmaster Chime à l'aide d'une lime métallique
Patek Philippe : Biseauter le pont d'équilibre du Grandmaster Chime à l'aide d'une lime métallique
Des composants complexes, tels que les plaques squelettées et les leviers, sont fabriqués avec une précision exceptionnelle grâce à l'électroérosion et l'érosion filaire, garantissant des tolérances serrées.

Patek Philippe : Un aperçu des composants aux formes complexes et aux tailles variables présents dans les grandes complications
L'art de la finition à la main
La finition des pièces de grandes complications est un défi majeur en raison de leurs formes complexes. Alors que des machines spéciales sont employées, l'utilisation de limes en métal et en bois, offre un contrôle ultime sur les détails délicats. Ces différentes techniques d'anglage préservent la qualité et l'artisanat exceptionnel de Patek Philippe.

Patek Philippe : Application d'un grain circulaire sur la plaque de base du Grandmaster Chime

Patek Philippe : Découpe de précision par électroérosion
Au quatrième étage, une démonstration d'émaillage champlevé transporte dans l'univers de l'artisanat rare.
 Patek Philippe : Un émailleur présentant la technique de l'émaillage champlevé
Patek Philippe : Un émailleur présentant la technique de l'émaillage champlevé
Cette technique consiste à creuser méticuleusement une plaque de cadran pour créer des cavités où l'émail sera ensuite appliqué.
 Patek Philippe : Bouteilles de poudre d'émail
Patek Philippe : Bouteilles de poudre d'émail
Chaque couche d'émail est cuite individuellement, permettant des nuances et des dégradés sublimes.
 Patek Philippe : Emaillage cloisonné sur le cdran de la Golden Ellipse, Ref 5738 50 025, Paysage couvert de neige créé pour la Grande Exposition d'Art de Tokyo 2023
Patek Philippe : Emaillage cloisonné sur le cdran de la Golden Ellipse, Ref 5738 50 025, Paysage couvert de neige créé pour la Grande Exposition d'Art de Tokyo 2023
Patek Philippe maîtrise 12 types d'émaillage, reflétant son engagement envers l'artisanat.
Il y a également des artisans émailleurs qui travaillent au sein de l'usine de fabrication de cadrans de Patek Philippe, plus précisément chez Cadrans Flückiger à St Imier.
 Patek-Philippe : Graveur travaillant sur la Calatrava Réf 5089 124 lançé à la même occasion
Patek-Philippe : Graveur travaillant sur la Calatrava Réf 5089 124 lançé à la même occasion
Pour la création de pièces spéciales, Patek Philippe peut faire appel à des émailleurs indépendants tels qu'Anita Porchet en tant que sous-traitants.

L'excellence de Patek Philippe
Cette visite immersive chez Patek Philippe suscite une profonde admiration devant la passion et la minutie qui imprègnent chaque aspect de la fabrication horlogère. C'est une ode à l'artisanat et à la tradition genevoise. La marque renforce son engagement envers les complications et l'artisanat rare, se positionnant comme le gardien indéfectible de l'horlogerie suisse. Face à la tendance des montres en acier, Patek Philippe continue de briller comme un phare de l'authenticité et de la sophistication.